The use of aluminum material in manufacturing purposes is expanding, with the main purpose of using aluminum in industries is because of its light weight properties. Thus, we cannot ignore the importance of aluminum materials in this new industrial age. However, there are some drawbacks when it comes to aluminum welding such as, aluminum has a much faster thermal conductivity compared to mild steel which makes heat input control extremely difficult.
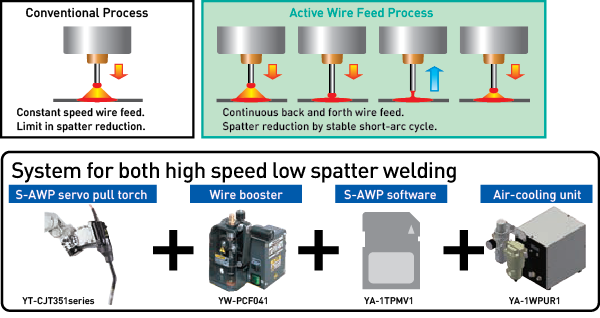
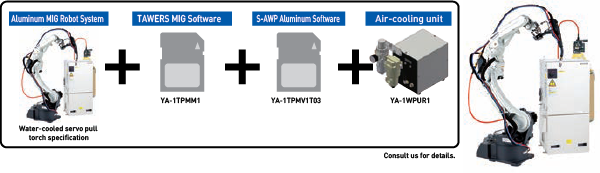
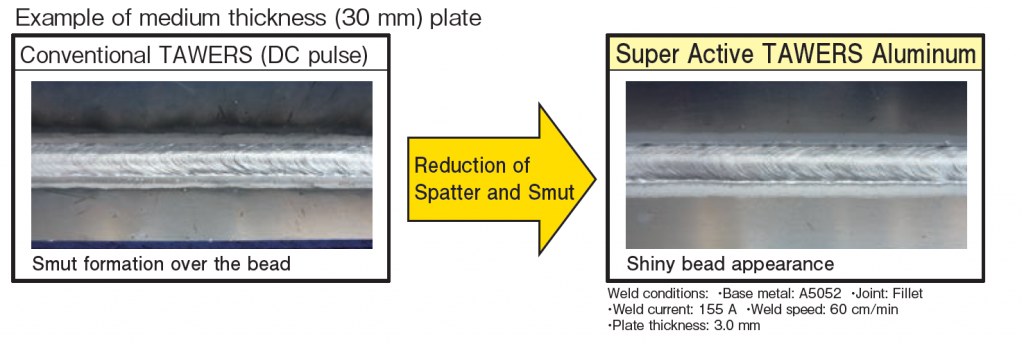
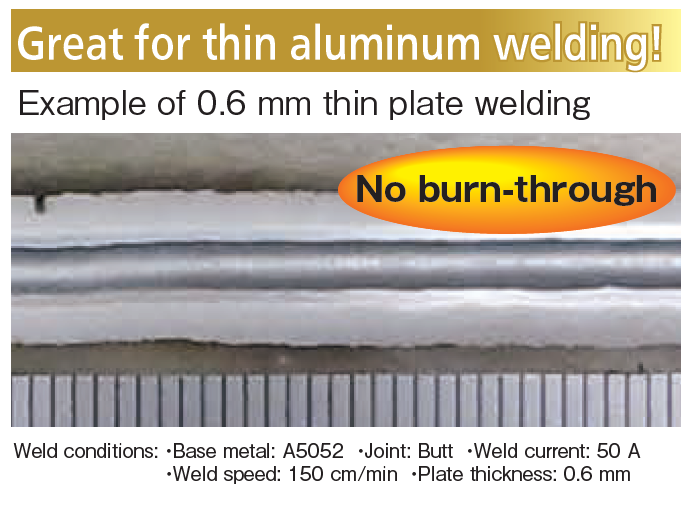
Panasonic has developed a solution with the Super Active TAWERS Aluminum, equipped with the new Super Active Wire Feed Process designed for Aluminum welding (SAWP-Aluminum). This technology continuously feeds and retracts the welding wire stabilizing he short-arc cycle which results in stable arc and spatter reduction. This technology allows the capability to weld thin aluminum material compared to conventional MIG welding.